
 磨削/抛光/去毛刺机床
磨削/抛光/去毛刺机床德国PROFIROLL宝飞螺滚丝机滚压机

德国PROFIROLL宝飞螺PR HP系列数控滚丝机成形滚压机 高外形质量 最大滚压150-1000KN
德国PROFIROLL宝飞螺PR 15 HP数控滚丝机成形滚压机最大滚压力150KN
德国PROFIROLL宝飞螺2-PR 15 HP数控滚丝机成形滚压机最大滚压力150KN
德国PROFIROLL宝飞螺PR 30 HP数控滚丝机成形滚压机最大滚压力300KN
德国PROFIROLL宝飞螺2-PR 30 HP数控滚丝机成形滚压机最大滚压力300KN
德国PROFIROLL宝飞螺2-PR 40 HP数控滚丝机成形滚压机最大滚压力400KN
德国PROFIROLL宝飞螺2-PR 60 CNC/AC数控滚丝机成形滚压机最大滚压力600KN
德国PROFIROLL宝飞螺2-PR 80 CNC/AC数控滚丝机成形滚压机最大滚压力800KN
德国PROFIROLL宝飞螺2-PR 100 CNC/AC数控滚丝机成形滚压机最大滚压力1000KN
滚丝/成形滚压工艺
两滚轮滚丝机上加工螺纹时工件放在模具之间的支片上,至少一侧模具滑座进给切入工件同时模具旋转将外形压在工件上。
影响滚压力的参数有
材料硬度- 材料越硬压力越大
成形程度- 成形程度越大压力越大
接触面积- 接触面积越大压力越大
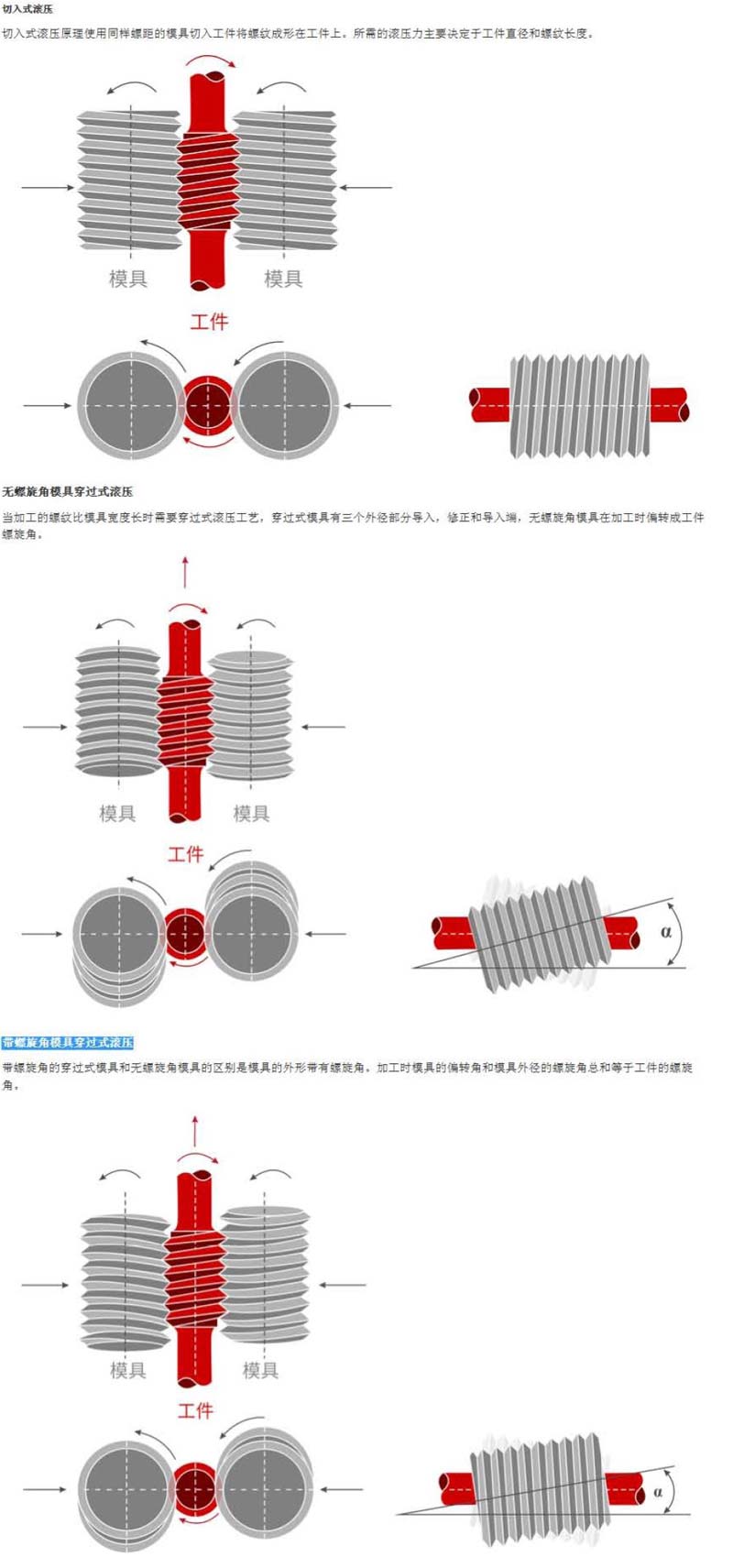
切入式滚压
无螺旋角模具穿过式滚压
带螺旋角模具穿过式滚压
滚丝机成形滚压机概述
 工程师的创新和经验推动着使用冷成形加工螺纹技术的发展,今天几乎所有旋转对称外形都有适合的加工工艺和相应的成形机床。宝飞螺机床系列分不同的被加工外形质量要求,自动化程度以及节拍效率。
工程师的创新和经验推动着使用冷成形加工螺纹技术的发展,今天几乎所有旋转对称外形都有适合的加工工艺和相应的成形机床。宝飞螺机床系列分不同的被加工外形质量要求,自动化程度以及节拍效率。
所有宝飞螺滚丝机都具有的特性:
C型铸铁床身的静态,动态刚性确保精度和使用寿命
向上开发的加工区便于工件上下料
更换模具的良好可行性
滚压力50至1000KN
切入式或穿过式滚压
配合用户需要的驱动控制方式
坚实可靠系列
坚实可靠系列是滚压螺纹或成形的高度灵活的单滑座机床,这一系列机床以其坚固性和操作极其简单的配置和解析著称。数以千计的机床在使用中!
经济实用系列
经济实用系列的单,双滑座滚丝机和成形滚压机适合于并入生产的或增加生产上下料装置,其CNC功能可用于过程监控,经济性来自最短的滚压时间和自动化可能性。
锐意创新系列
锐意创新系列是用于高精度加工的双滑座滚丝机,采用精密驱动和导轨在宝飞螺基于西门子840D硬件的CNC数控系统控制下锐意创新系列适用于外形滚压尤其是薄型空心工件的最高要求的应用。
紧固件专用机床
快上加快加工紧固件,宝飞螺的行星式全自动滚压机可每分钟加工1500件来实现您最经济的加工目标。
三滚轮螺纹及成形滚压机
三滚轮螺丝机专门为空心件开发,加工时的中心位置以及三个运动模具同时作用的有利负荷条件实现最佳的滚压质量。
德国进口PROFIROLL宝飞螺“锐意创新”系列 数控滚丝机成形滚压机 用于最高外形质量

用于最高外形质量的CNC数控滚丝机
 锐意创新的新一代机床是CNC/AC数控的单滑座和双滑座系列带有大量的可自由编程的滚压,操作和服务程序。凭借这一代机床,螺纹和成形滚压加工的技能和知识得到显著的提升。采用无切屑加工的更高精度的工件是工艺革新的决定性的理由。
锐意创新的新一代机床是CNC/AC数控的单滑座和双滑座系列带有大量的可自由编程的滚压,操作和服务程序。凭借这一代机床,螺纹和成形滚压加工的技能和知识得到显著的提升。采用无切屑加工的更高精度的工件是工艺革新的决定性的理由。
这一系列的机床使得高精密工件即便是最小批量也能够经济生产。最短换件时间,可复制的加工过程以及计算机辅助的质量控制确保您的有质量要求和技术领先。
尤其是 400 kN以下滚压力的机床其比例阀控制的 CNC/AC技术得到进一步的发展,配备了电子机械控制的HP驱动方案。除了原有的稳固性,刚性和无间隙等特性以外,电子机械驱动还具有更多优点。对于操作者和维修人员来说去除液压装置在很大程度上降低了噪音的负担。同时在批量生产中滚压成形的能耗降低至百分之三十。此外新型的HP驱动方案给机床带来更高的热稳定性和进一步提高的尺寸一致性和精度。
滚压力100KN…..1000KN(10吨…..100吨)
特点:

• 全系列机床采用最高刚性的C型框架床身,加工区具有最佳的操作和增加自动化的可及性
• 双滑座机床保证工件始终位于加工区的中间。换型时自动化装置无需重新调整位置。
• 多轴CNC/AC控制通过可自由编程的滑座和丝杠运动实现进给控制的成形过程。在改善工件质量的同时还可以提高模具的寿命。
• 宝飞螺CNC数控的人机交互界面方便操作
• 关键的过程参数通过视屏化直接显示在机床界面为滚压过程的分析和优化提供了先决条件
• 通过生产数据的管理实现最短的换型时间和可复制的滚压结果
• 内置的操作提示功能在各个工作步骤支持操作者
• 可选购计算机辅助的通过全程监控行程,压力和轴向窜动的质量管理
• 电子机械控制滑座驱动
• 各种规格配置的多轴CNC/AC数控
• 单,双滑座设计
• 切入式和穿过式滚压
• 便于自动化上下料
• 可选购过程参数视屏化
• 过程参数管理系统
• 操作提示
• 永久润滑和集中润滑
• 图形操作界面
应用

• 米制和UN螺纹
• 英制螺纹
• 梯形丝杆
• 圆螺纹
• 蜗杆
• RAA直纹滚花和RGE网纹滚花
• 小模数花键
• 短的渐开线花键
• 滚珠丝杆
• 锯齿形螺纹
• 滚光
• 沟槽
德国PROFIROLL宝飞螺PR 15 HP数控滚丝机成形滚压机最大滚压力150KN

德国PROFIROLL宝飞螺2-PR 15 HP数控滚丝机成形滚压机最大滚压力150KN

德国PROFIROLL宝飞螺PR 30 HP数控滚丝机成形滚压机最大滚压力300KN

德国PROFIROLL宝飞螺2-PR 30 HP数控滚丝机成形滚压机最大滚压力300KN

德国PROFIROLL宝飞螺2-PR 40 HP数控滚丝机成形滚压机最大滚压力400KN

德国PROFIROLL宝飞螺2-PR 60 CNC/AC数控滚丝机成形滚压机最大滚压力600KN

德国PROFIROLL宝飞螺2-PR 80 CNC/AC数控滚丝机成形滚压机最大滚压力800KN

德国PROFIROLL宝飞螺2-PR 100 CNC/AC数控滚丝机成形滚压机最大滚压力1000KN

圆滚轮模具

宝飞螺圆模具用于切入式或穿过式滚压螺纹,外形和花键等不同外轮廓。
可生产外形

•滚丝轮,螺纹模具如用于公制螺纹,美制螺纹,滚珠丝杆,英制螺纹等
•花键滚轮,花键模具如用于小模数花键
•特殊外形,如蜗杆,油槽,斜纹滚花,钻头等
•精整模具用于FBR精整和密质滚压
•滚光模具
选项: SRS - 基准螺距系统
使用宝飞螺SRS基准螺距系统模具可以舒适地调整换型。基准用于以最小调整时间实现模具的对牙,一旦调整完毕不需重复对压过程。
宝飞螺花键模具具有特殊的安装内孔。 这一系统可以通过主轴精确定位齿形并确保模具的无间隙安装。只有这样才能实现滚轧花键的最高精度。
尺寸范围

•直径范围至 350 mm
•模具宽度至 300 mm
我们还可以为您旧模具的磨损进行分析并提供您使用我们的模具实现更高的寿命。
应用
公制和UN螺纹
英制螺纹
梯形丝杠
圆螺纹
蜗杆
RAA直纹滚花和RGE网纹滚花
小模数花键
滚光/抛光
沟槽
特殊外形