磨削/抛光/去毛刺机床
磨削/抛光/去毛刺机床日本SEGTC清和铁工FABRIS滚刀磨床

日本SEGTC清和铁工FABRIS系列滚刀刃磨床
-日本SEGTC清和铁工FABRIS HR254数控滚刀刃磨床
-日本SEGTC清和铁工FABRIS HR255数控滚刀刃磨床
-日本SEGTC清和铁工FABRIS HR355 数控滚刀刃磨床
-日本SEGTC清和铁工FABRIS HR254数控滚刀刃磨床
-日本SEGTC清和铁工FABRIS HR255数控滚刀刃磨床
机床简介
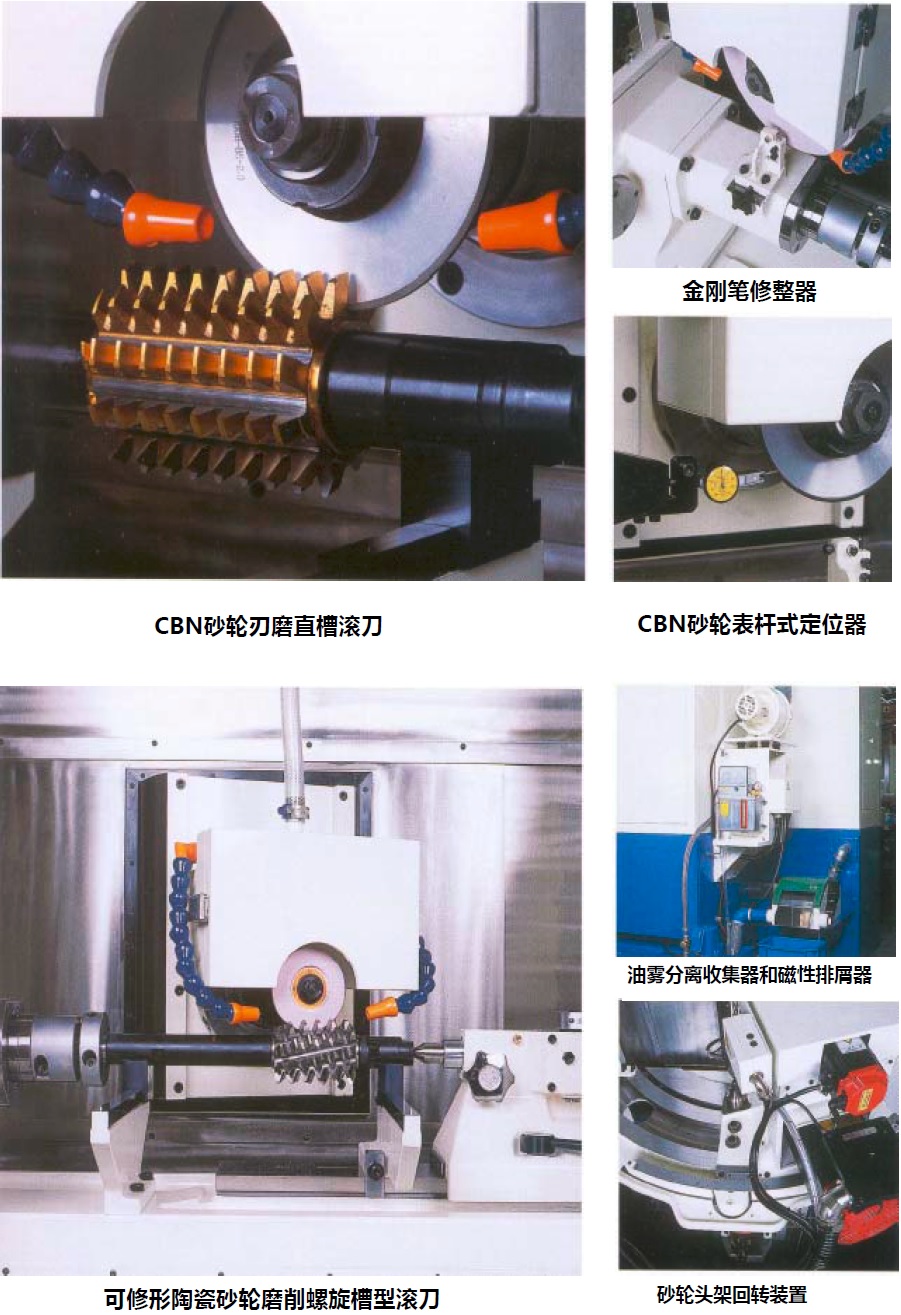
在机床上既可使用CBN砂轮或金刚石砂轮也可使用可修形的陶瓷砂轮。
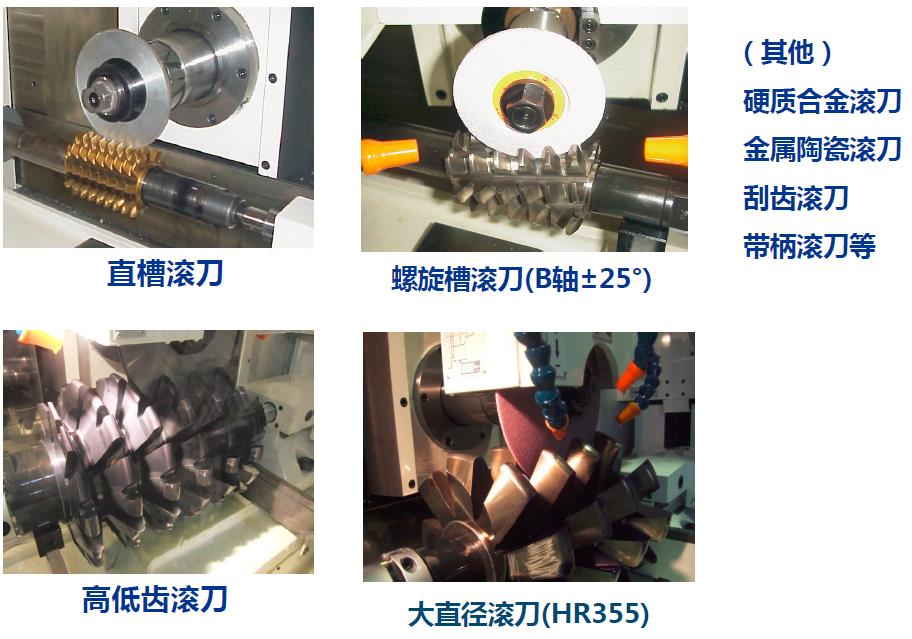
日本SEGTC清和铁工FABRIS HR-254/255型数控滚刀刃磨床均可磨削各种材料、各种涂层的直槽型滚刀。
日本SEGTC清和铁工FABRIS HR-255型还可以磨削各种螺旋槽型滚刀。
·采用CBN砂轮,在湿式磨削下可缓进给深度磨削各种粉末冶金高速钢直槽滚刀
·采用金刚石砂轮,在湿式磨削下可缓进给深度磨削直槽硬质合金滚刀
·采用可修形陶瓷砂轮,在湿式磨削下可磨削各种材料直槽型滚刀和螺旋槽滚刀(HR-255型)
·可磨削分齿板或类似零件
主要特点
·机床基础件采用优质、高精度、高密度灰铁铸件,采用双层壁结构,具有足够的刚性、良好的吸振性和热稳定性,以适合电镀砂轮的缓进给深度磨削要求。
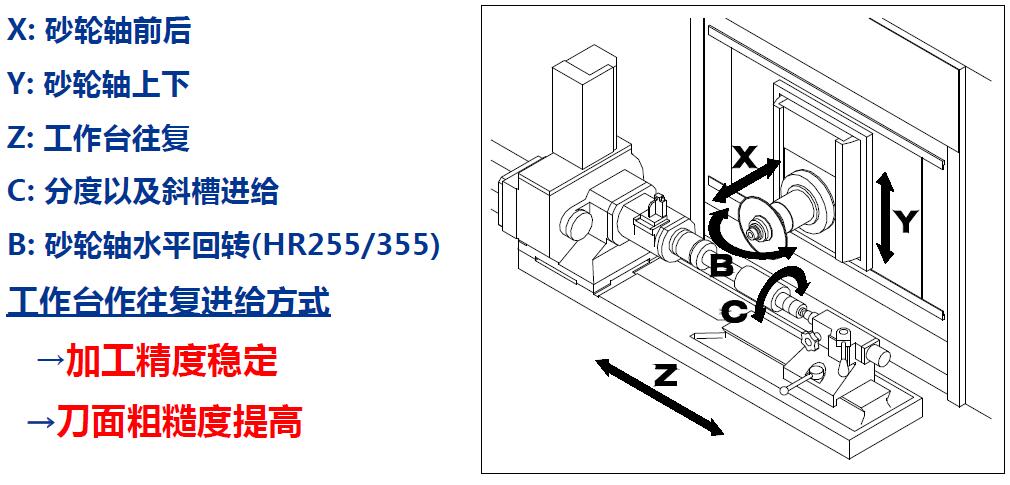
·机床采用工作台移动式布局,与传统的砂轮头架移动式布局相比,磨削精度更稳定且刀齿前面表面粗糙度更细化。
·砂轮主轴采用交流主轴电机直接驱动,最高转速为8000rpm,砂轮线速度最高可达80M/S,并为小直径砂轮提供足够的线速度。
·机床采用湿式油磨削,磨削线速度恒定,随砂轮直径减小、砂轮转速自动提高。
·机床所有导轨面均采用精刮研导轨副,而不采用滚动导轨,更好地适合磨削加工要求。
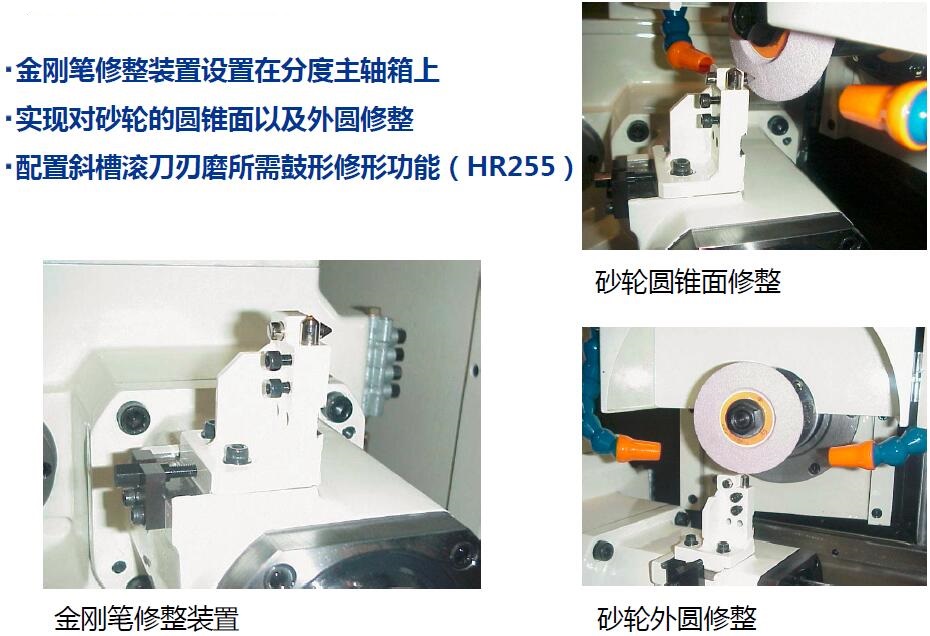
·金刚笔修整装置位于分度箱上部,相对滚刀中心线位置固定,最大限度地抑制主轴受热后的热延伸对磨削精度的影响。
·修整装置分别对砂轮的外圆以及圆锥面修整,数控系统记录砂轮每次修整的位置参数,并自动进行相应的补偿。
·配置直槽型滚刀磨削软件以及螺旋槽型滚刀磨削软件(HR-255型)。
·配置用于高精度磨削小导程螺旋槽滚刀的砂轮鼓形修整软件,具有模拟修形曲线显示,可根据所用砂轮以及滚刀参数推算修形磨削可行性(HR-255型)。
·宽大明亮的工作区域以便于操作调整。
·配置自动磁性排屑器的大流量冷却系统。
·采用全封闭防护罩和配置油雾分离收集器改善工作环境。
·数控系统FANUC独立键盘以及可移动式脉冲发生器。X:砂轮轴前后移动;Y:砂轮轴上下移动;Z:工作台往复进给磨削;C:分度以及切入进给;B:砂轮头架回转(HR-255型)。
·数控轴均采用绝对编码器型伺服电机。
·数控轴重复定位精度:0.002mm。
·中文人机对话式编程,参数图形实时显示,无需具有编程知识的操作人员。
·内置200个滚刀磨削程序,可随时调用,可按滚刀号或自行编号命名程序号。
·可选择磨削模式Ⅰ-单槽粗精磨光整;磨削模式Ⅱ-整圈粗精磨光整。
·可刃磨各种前角滚刀、根据输入前角角度值或前角偏置量,自动计算X轴偏置移动量,无需人为介入。
·数据传输接口:RS232C和C/F卡槽;数控系统内置PLC。
·五轴三联动(HR-255型);四轴三联动(HR-254型)。
·砂轮头架数控回转B轴(HR-255型,HR-254型不含B轴);砂轮头架回转液压夹紧(HR-255型)。
普通砂轮修整
CBN砂轮基准定位装置
屏幕显示:
-数据输入
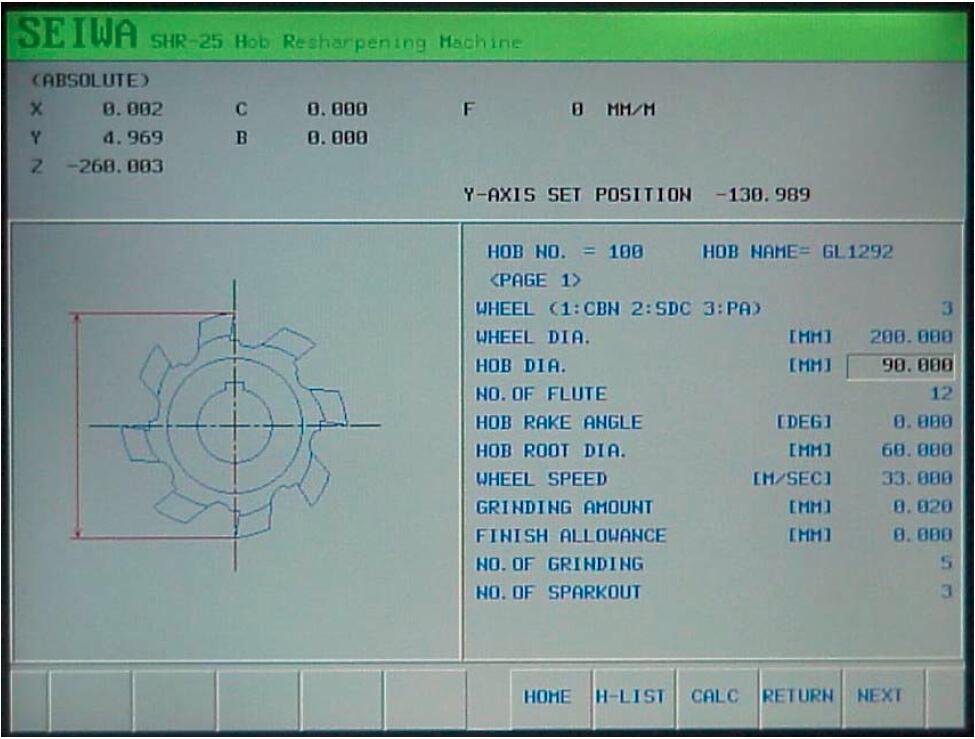
-加工条件
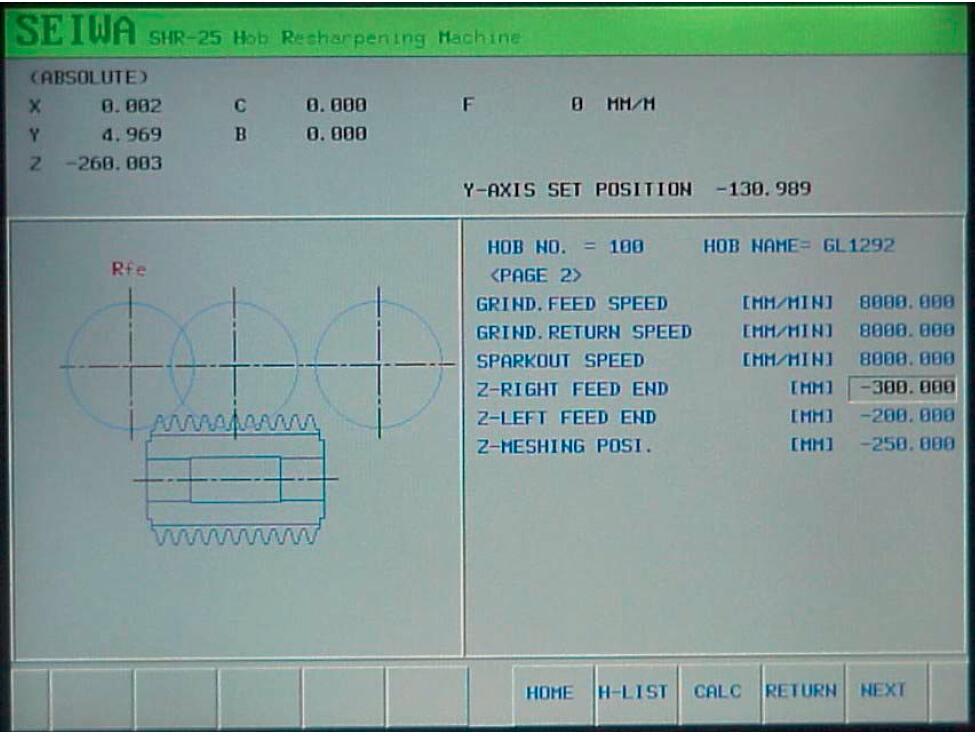
-斜槽滚刀专用数据
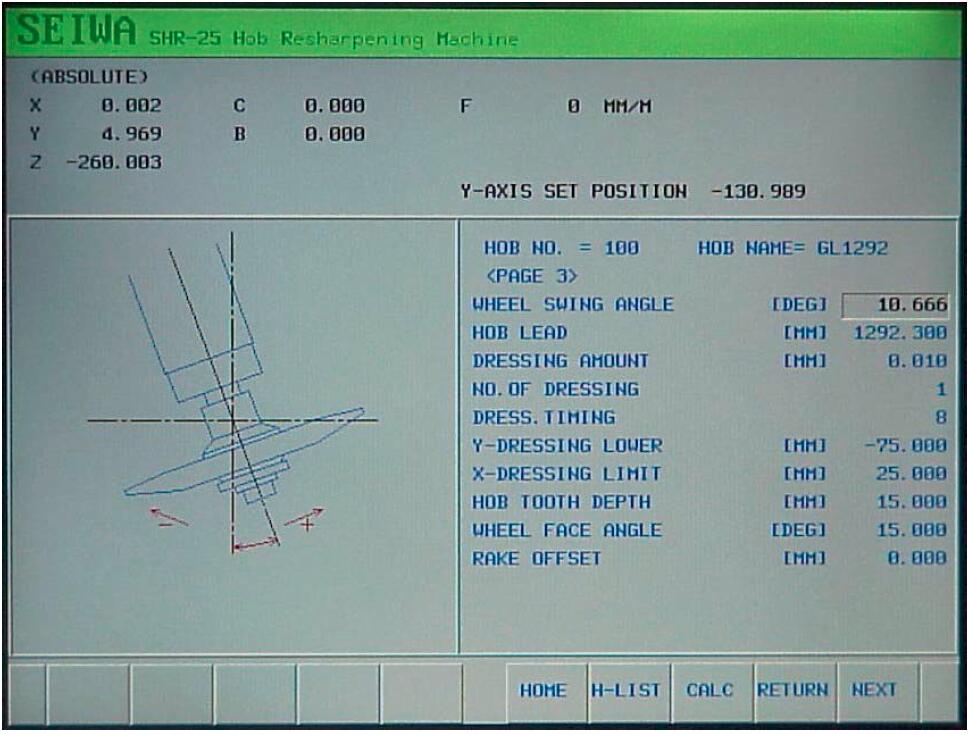
-磨削斜槽滚刀砂轮型面计算

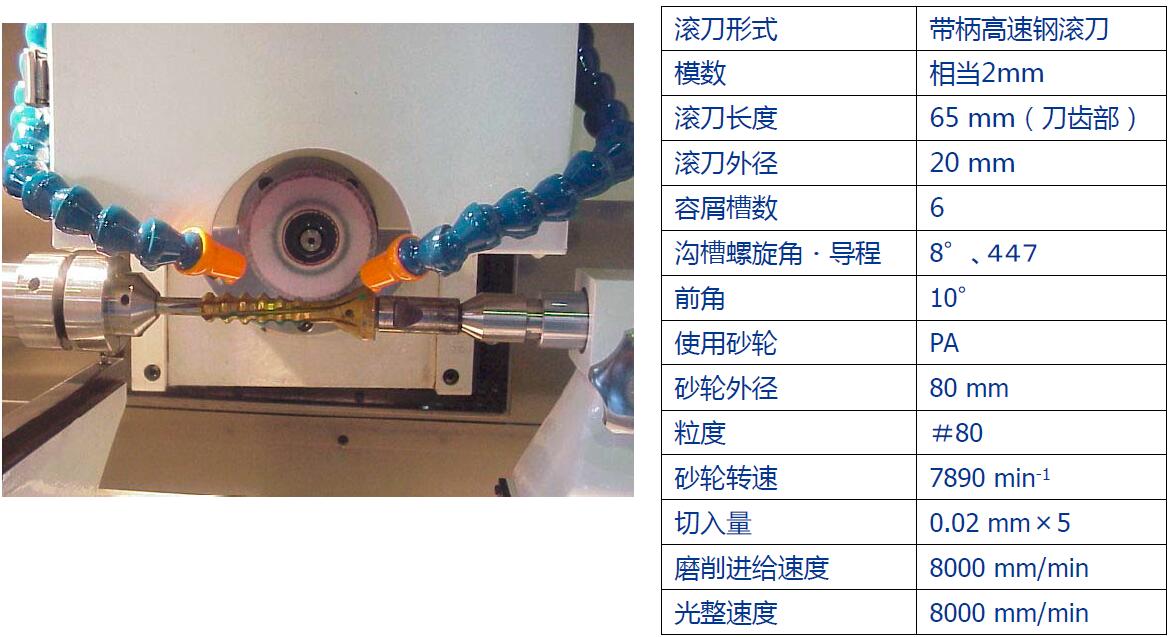
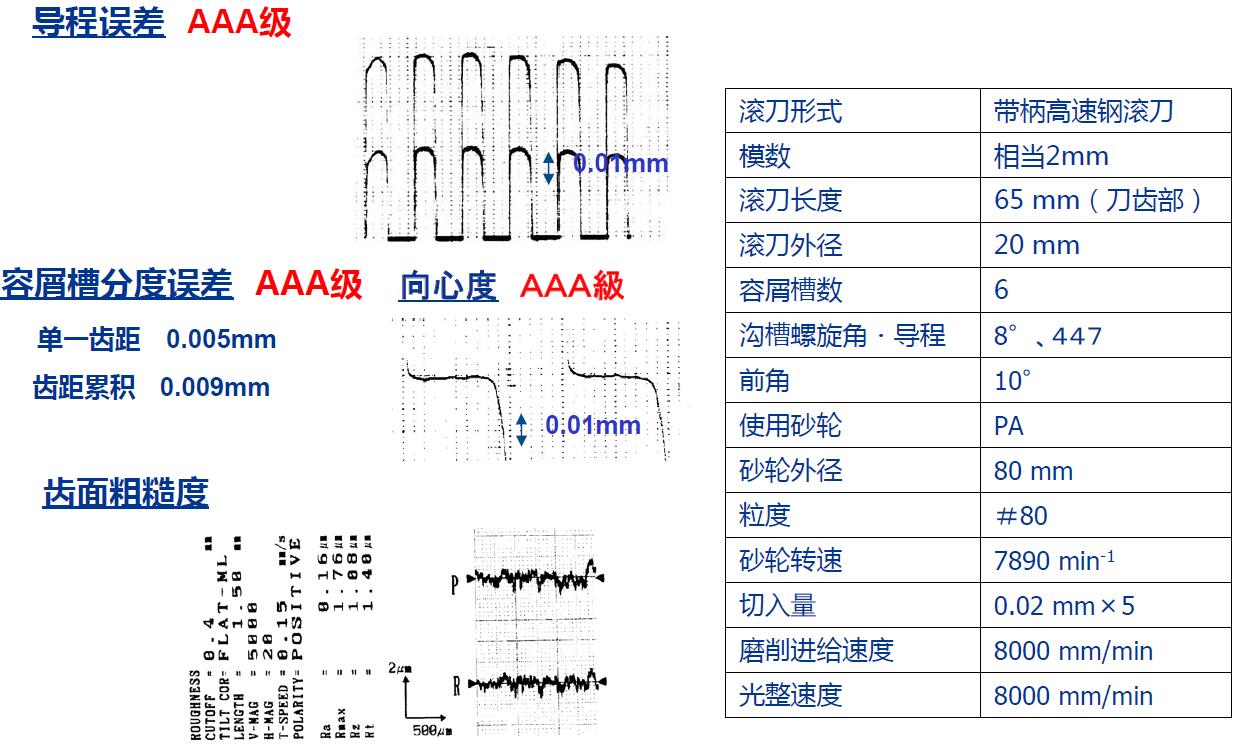
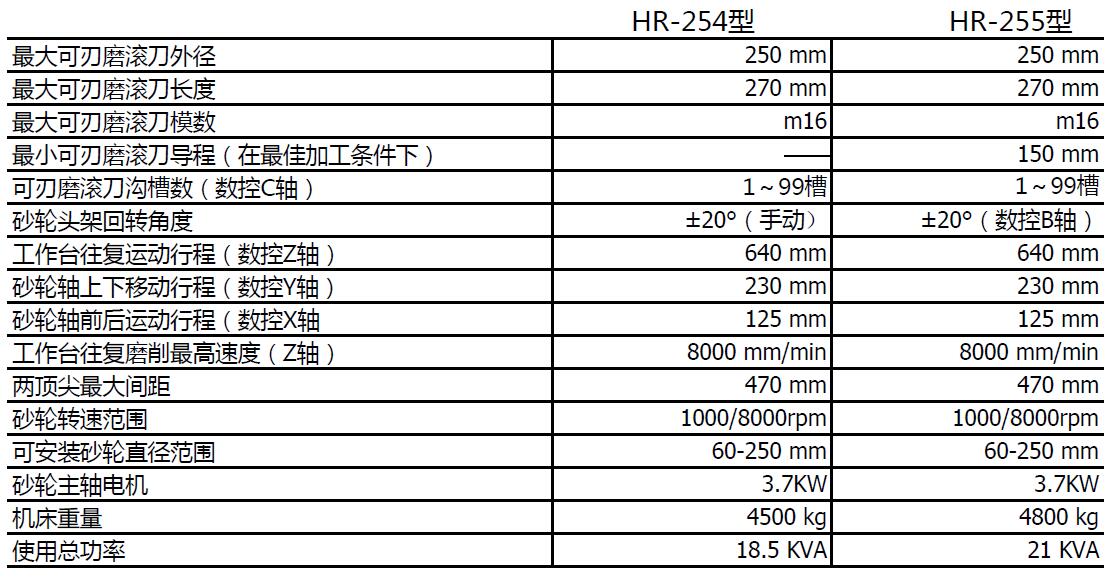
主要技术参数
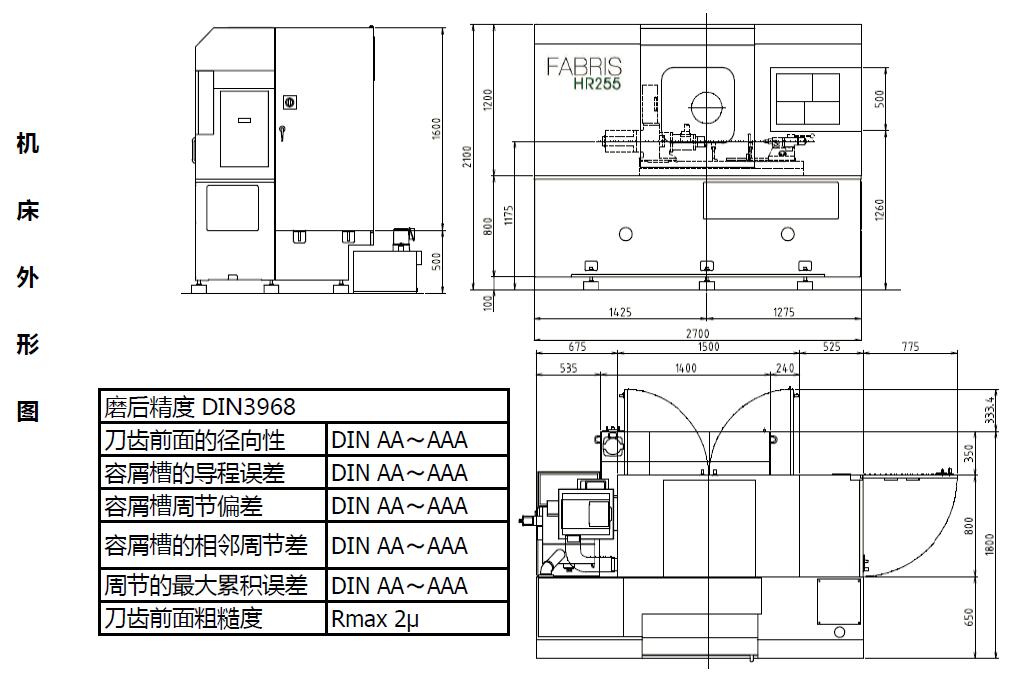
机床布局图
日本SEGTC清和铁工FABRIS HR355 数控滚刀刃磨床

技术参数
工件(滚刀)最大外径×长度(mm) 350×400
工件(滚刀)最大模数(mm) 32
工件(滚刀)最小导程(mm) 2000
砂轮头架最大的回转角(deg) ±20°
砂轮最大外径(mm) MAX.350
砂轮最高转速(min-1) 4000
工件两顶尖间最大距离(mm) 560
工作台往复进给速度(mm/min) 8000
占地面积(mm) 3200×2300
机床重量(Kg) 5500
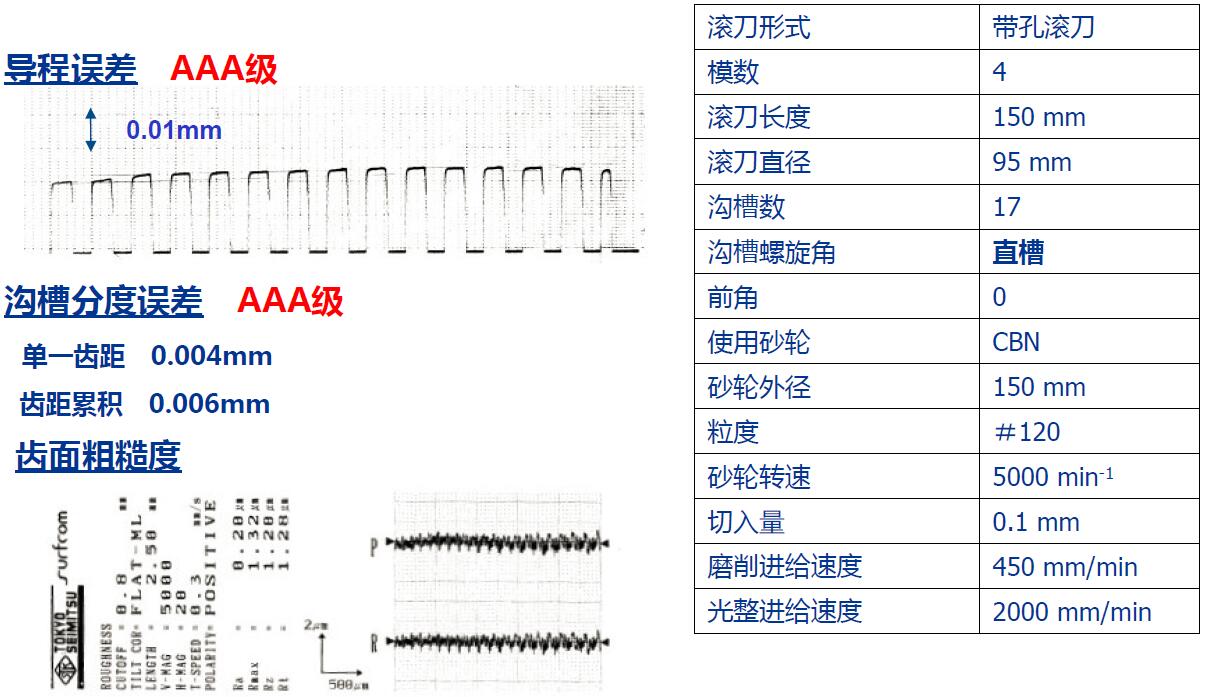
加工实例
1.直槽型滚刀加工

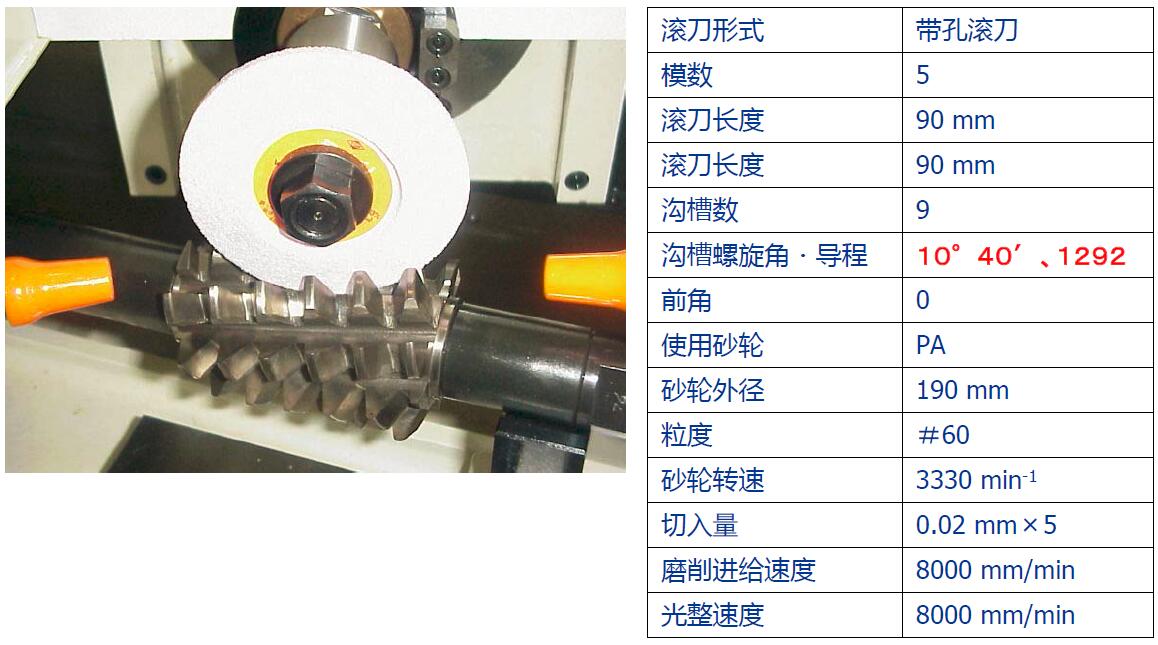
2.斜槽滚刀加工
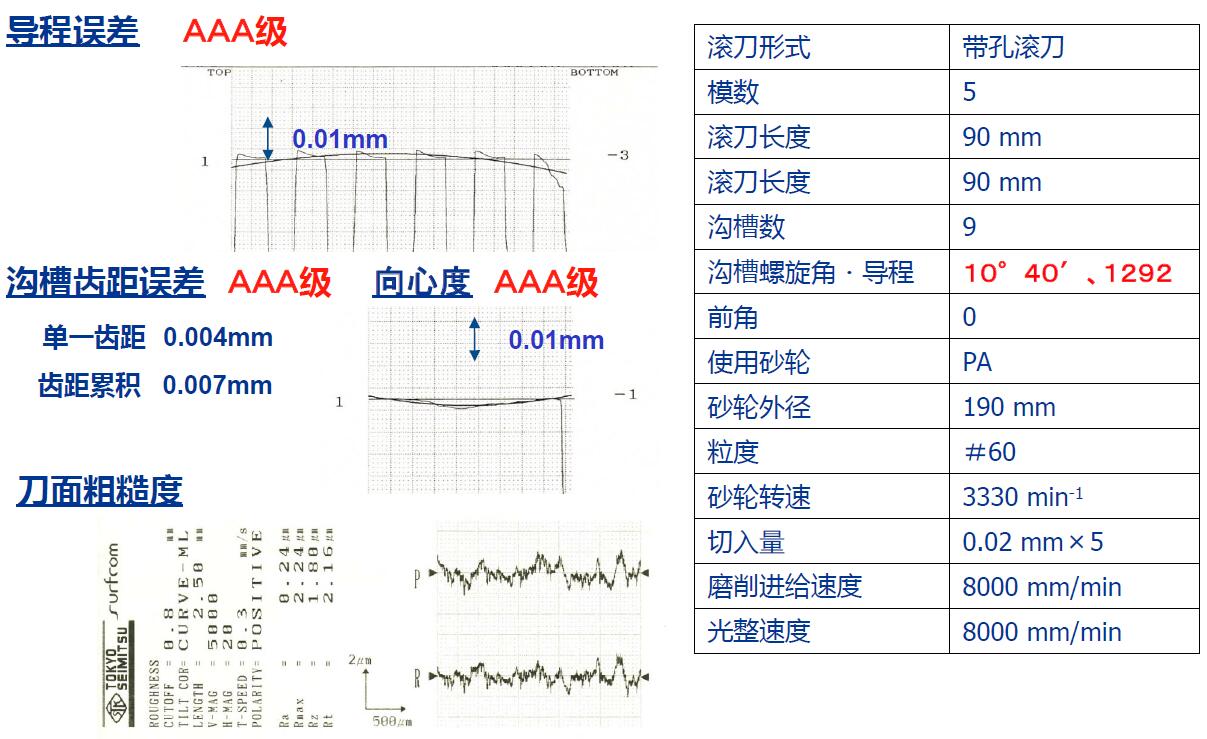
3. 斜槽滚刀磨削