磨削/抛光/去毛刺机床
磨削/抛光/去毛刺机床瑞士FISCHER费奢中心孔顶尖孔磨床

瑞士FISCHER费奢中心孔磨床顶尖孔磨床
公司介绍
 瑞士费奢FISCHER是全球唯一一家专业生产立式高精度中心孔磨床(顶尖孔磨床)的公司。
瑞士费奢FISCHER是全球唯一一家专业生产立式高精度中心孔磨床(顶尖孔磨床)的公司。
当工件的中心孔顶尖孔圆度不高时,高精度的外圆磨床也无法加工出高精度的工件。瑞士费奢FISCHER中心孔磨床顶尖孔磨床可以解决这个问题。
当用中心孔(顶尖孔)定位进行外圆磨削时,工件中心孔(顶尖孔)的精度至关紧要,因为它决定着磨削表面的几何精度。中心孔(顶尖孔)应该尽可能磨到最高精度。这就是瑞士费奢FISCHER中心孔磨床顶尖孔磨床设计时的指导思想。
瑞士费奢FISCHER中心孔磨床顶尖孔磨床可以保证任何中心孔(顶尖孔)都能高效地获得高精度的磨削质量,同时有了瑞士费奢FISCHER中心孔磨床顶尖孔磨床加工出来的高精度中心孔作为保证前提,对于后续的外圆磨削,即可一次磨削成型,无需反复修磨顶尖孔,反复磨削外圆,这样极大的提高了加工效率和精度。
出于对工件高精度或高效率的不断提高,越来越多的客户选择费奢的中心孔磨床。
瑞士费奢FISCHER中心孔磨床顶尖孔磨床是我们多年来在这方面开发所作努力的结晶,它在精度、效率以及自动化配套方面都能适应需要。
瑞士费奢FISCHER中心孔磨床顶尖孔磨床在中国及全世界其他国家拥有众多知名的用户:
瑞士STUDER、瑞士KLINGELNBERG磨床、美国格里森、意大利桑普斯坦顿、北京长空机械厂、南京金城集团、大连机床厂北京第一机床厂、杭州机床厂、秦川机床厂、北京811厂、上海三菱、天津OTS、苏州格里森、西安远东江苏星晨高速电机有限公司、太原重工有限公司、南昌航空(洪都)大连压缩机厂、哈尔滨工具厂、中南硬质合金厂、武汉精密仪器厂、西飞、西门子(中国)等等。
瑞士费奢FISCHER中心孔磨床顶尖孔磨床目前占有全球90%以上高精度的中心孔磨床的市场。
瑞士费奢FISCHER中心孔磨床顶尖孔磨床

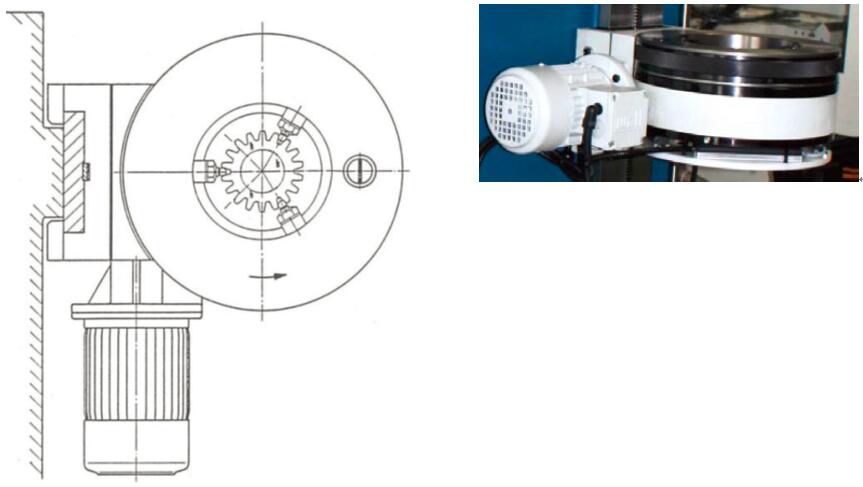
工作原理
结构布局紧凑
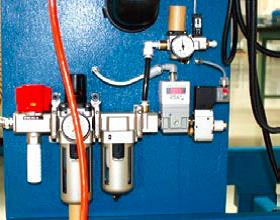
各元件理想地布置在非常坚固的立柱上,立柱内配装有全部所需要的附属设备(例如油雾装置,磨头自动往复运动等),内置空气吹洗,机床进气端装有可调气压阀及油水分离器,气源压力最大10Bar/140 PSI,流量120 L/Min。
所有导轨面均经淬硬磨削
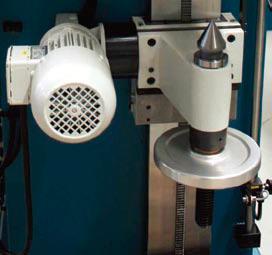
机床采用整体铸造结构,具备超强的刚性,标准型机型允许工件长度为1000;同时立柱允许加高,因而工件长度可以加大到1250、1500mm,最大3000mm(可选项)。特殊设计的顶尖支撑结构,允许最大的工件的重量高达400kg。
主轴

-精密气动磨头主轴
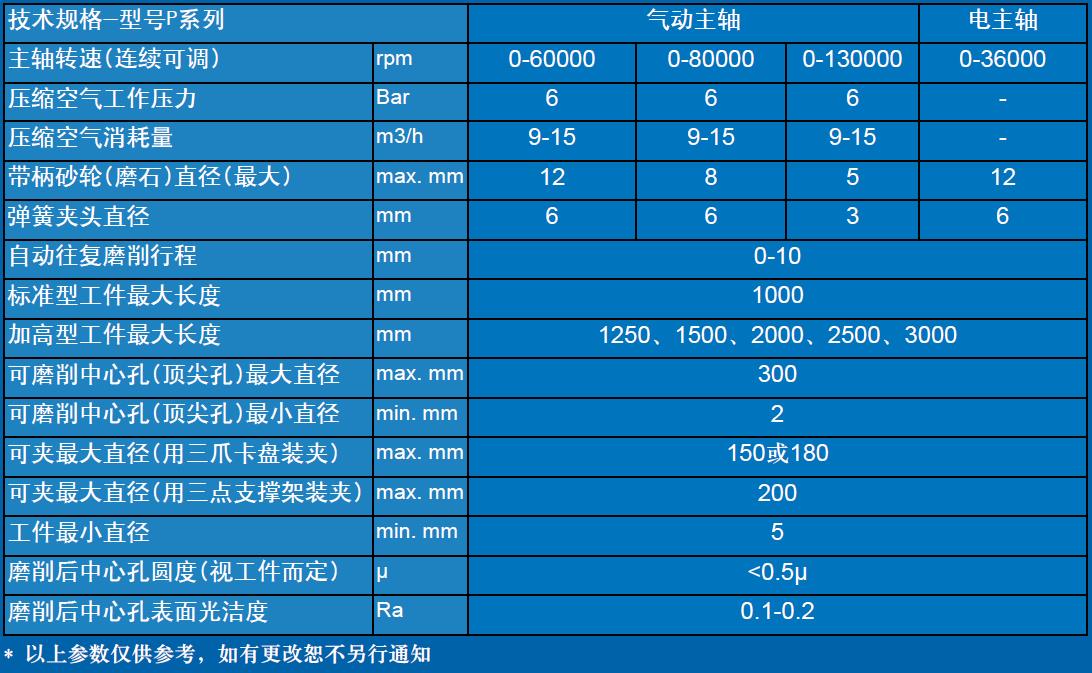
标准型费奢(FISCHER)中心孔(顶尖孔)磨床,配用FISCHER无级调速的精密气动磨头,转速范围为0-60,000转/分。当磨较小直径的中心孔(顶尖孔)时,可供转速为0-80,000转/分及130,000转/分的主轴。磨轮线速度最高可达约82m/min。
-高频磨头主轴
根据用户要求,费奢(FISCHER)中心孔(顶尖孔)磨床也可选用高频磨头主轴,变频器装在立柱内部。
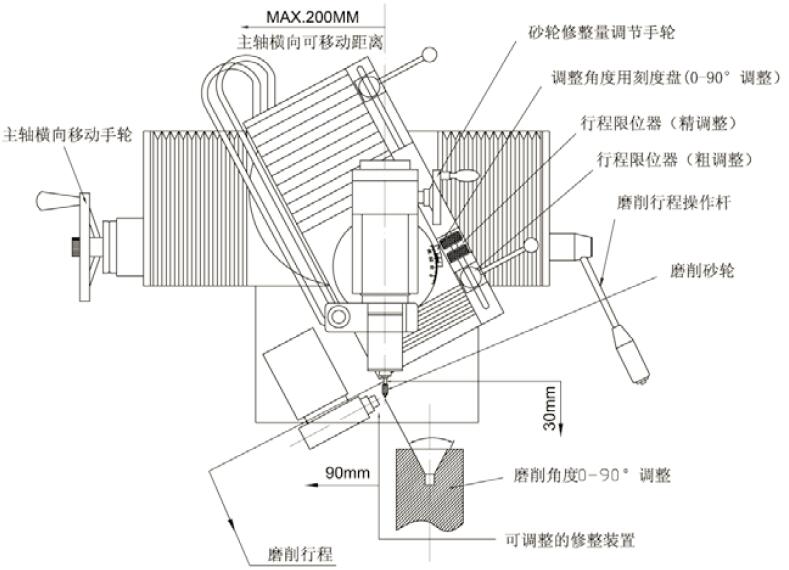
-可旋转的主轴头
费奢中心孔磨床的主轴头可以在0-90度旋转。
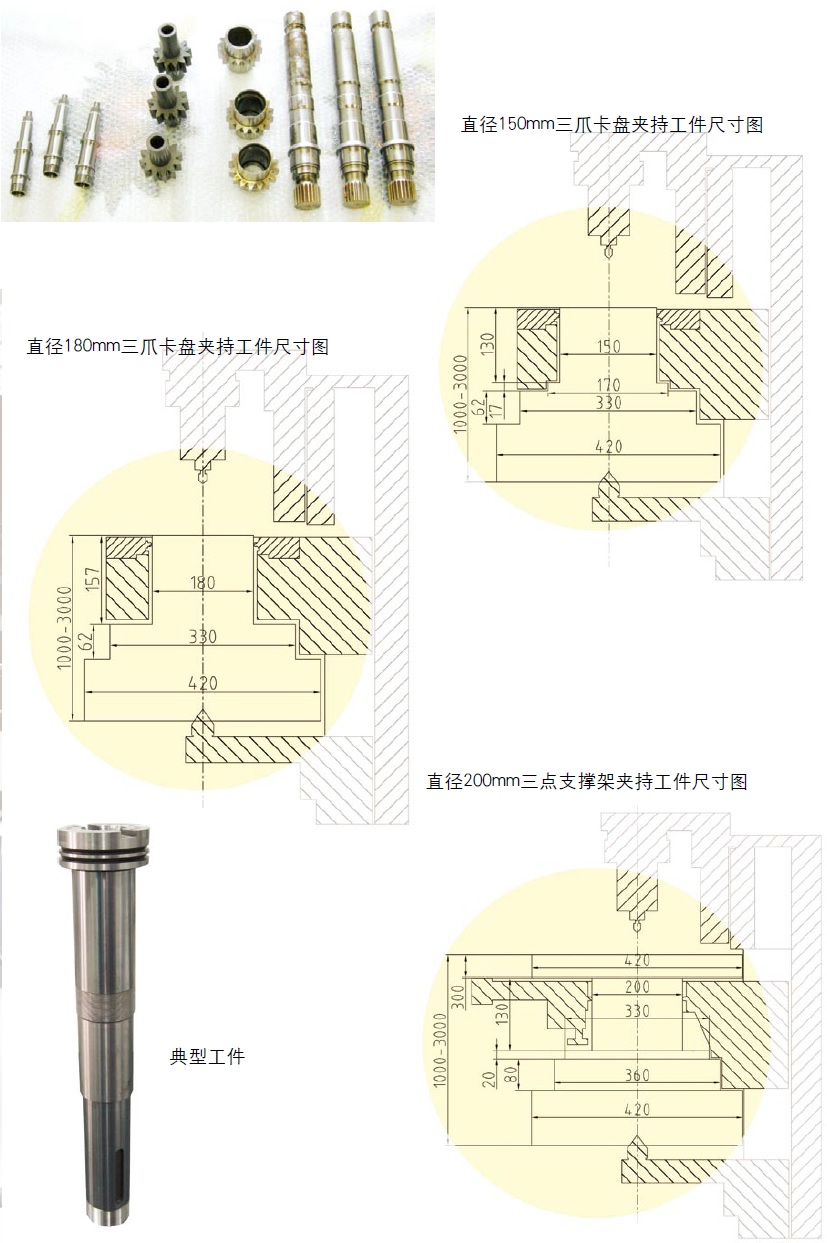
精密三爪卡盘(包括驱动单元)
瑞士费奢FISCHER中心孔磨床顶尖孔磨床可配置有精密三爪卡盘(含驱动单元),卡盘可夹持工件尺寸范围5-150mm或者5-180mm(三爪卡盘主要用于工件表面未精加工过的工件);对于特殊的齿形工件,通
过三爪卡盘也可很方便的进行装夹。
三点支撑架

夹持范围5-200mm(三点支撑架主要用于夹持表面质量精度较高的工件)选用三点支撑架的同时需选用
下顶尖驱动装置来驱动工件旋转运动。
机床操作面板

-PLC控制
-加工时间可以调整
-磨轮转速无极可调
-显示所有转动的实际转速,控制转速和转动方向的变化
-整个加工时间显示
-状态错误显示和报警及其历史记录
砂轮修整单元

砂轮通过旋转的金刚石修整轮进行修整
三爪卡盘和三点支撑架允许的工件尺寸图
磨削及附件

产品优势
1.三爪卡盘可以在外圆圆度不足时,通过卡爪的调整,能够调整工件的中心轴,进而在加工中得到高精度的中心孔。

2. 加工过程中工件旋转,磨头做往复运动,使得在加工结束后中心孔有着超高精度的同时,还留有网状交叉的研磨纹路。这些网状交叉的研磨纹路,还具有油袋的功能,使得中心孔(孔)与固定中心之间形成一层油膜,防止无油摩擦,避免卡死,从而提高了中心孔的表面精度。

3.采用大型立式结构,整体铸造,能够承载更高更大的工件,为后期的产品的转型,以及兼容更丰富的产品线做好准备。

4.磨头由气动主轴或电主轴驱动,高可以达到130000转/分钟

瑞士FISCHER 费奢中心孔磨床顶尖孔磨床技术参数